Introduction
Every day, 95% of products shipped in the United States travel in corrugated containers, making these boxes the backbone of modern supply chains. Yet many businesses struggle with selecting the right box design, leading to product damage, wasted materials, and inflated shipping costs.
Understanding corrugated box design is critical to protecting your products and controlling costs—whether you're launching an e-commerce store or managing heavy industrial logistics.
The term "corrugated box design" encompasses two distinct categories. Traditional corrugated fiberboard packaging includes the paper-based boxes most people recognize. Heavy-duty corrugated steel containers serve industrial applications where durability is paramount.
Both leverage corrugated structures for strength, but serve vastly different purposes.
This guide covers:
- Box styles and configurations for different applications
- Material selection criteria for fiberboard vs. steel
- Structural design principles and testing standards
- Best practices for optimizing performance and cost
- How to match box design to your distribution environment
You'll learn to calculate proper dimensions and choose between fiberboard and steel based on your specific requirements.
Key Takeaways
- Fiberboard boxes handle 20-275 lbs; steel containers manage 3,000-6,000+ lbs for heavy industrial loads
- Choose flute types (A, B, C, E, F) based on cushioning needs, printability, and stacking strength
- RSC design dominates with 51% market share for its automation compatibility
- Validate load performance with BCT testing beyond standard ECT ratings
- Reuse steel containers for decades in heavy-duty applications beyond fiberboard limits
Understanding Corrugated Box Design Fundamentals
What Makes a Box "Corrugated"
The term "corrugated" refers to a specific structural design: a wavy, fluted medium sandwiched between flat linerboards.
This architecture creates exceptional strength-to-weight ratios by forming vertical columns that resist compression forces during stacking and transport.
Many people incorrectly use "cardboard box" when they mean corrugated fiberboard. Technically, cardboard refers to thin, stiff paperboard used for cereal boxes or playing cards. Corrugated fiberboard is the engineered material with the distinctive fluted layer that provides the strength needed for shipping containers.
The corrugation principle applies to both materials:
- Fiberboard corrugation: Paper-based flutes glued between linerboards, ideal for lightweight to medium-duty shipping
- Steel corrugation: Metal panels with corrugated patterns, engineered for extreme loads and harsh industrial environments
Flute Types and Their Applications
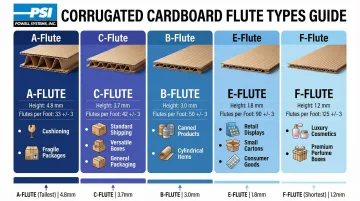
The flute is the wavy middle layer that gives corrugated board its performance characteristics. Industry standards define flutes by height and frequency.
| Flute Type | Height | Flutes/Foot | Best Applications |
|---|---|---|---|
| A-Flute | 5mm (1/4") | 33 | Superior cushioning; fragile items; excellent stacking strength |
| C-Flute | 4mm (5/32") | 39 | All-purpose shipping; balanced cushioning and strength; most common |
| B-Flute | 3mm (1/8") | 47 | Crush resistance; smooth printing surface; canned goods |
| E-Flute | 1.5mm (1/16") | 90 | Retail cartons; excellent printability; smaller boxes |
| F-Flute | 1mm (1/32") | 125 | Micro-flute; premium print quality; cosmetics and small retail |
The e-commerce surge is driving a 3.62% CAGR growth in micro-flutes (F/N profiles) through 2031, as retailers demand lightweight packaging with superior graphics for direct-to-consumer shipments.
Designers often combine flute types in multi-wall boards. A double-wall board might pair B and C flutes to deliver both stacking strength and printability, optimizing performance for specific applications.
Key Design Objectives
Every corrugated box must fulfill three primary functions:
Contain: The box must hold the product securely throughout the distribution cycle without bursting, tearing, or losing structural integrity.
Protect: Packaging must shield contents from compression forces during stacking, impact during handling, vibration during transport, and environmental factors like moisture or temperature fluctuations.
Promote: For retail-ready packaging, the box exterior serves as a marketing surface, requiring high-quality graphics and shelf appeal.
The design challenge is balancing these functions with cost efficiency. Over-engineering wastes materials and increases shipping costs, while under-engineering leads to product damage and customer dissatisfaction.
The optimal design matches box performance precisely to the distribution environment, whether that's palletized warehouse storage or parcel shipping through multiple carriers.
Board Grades and Construction
Corrugated board comes in three wall constructions:
Single-Wall (Double Face): One corrugated medium between two linerboards. This is the most common structure for standard shipping cartons, offering the best balance of cost and performance for products up to 120 lbs.
Double-Wall: Three linerboards with two mediums. This construction adds rigidity for heavier items (100-180 lbs) and provides extra cushioning for fragile products requiring additional protection.
Triple-Wall: Four linerboards with three mediums. Manufacturers use this for very heavy items (240-300 lbs) or large industrial equipment requiring maximum structural integrity.
Understanding how these constructions perform requires two standard tests:
Edge Crush Test (ECT) measures the edgewise compressive strength of the board, which directly predicts stacking strength. Common ratings include 32 ECT, 44 ECT, and 48 ECT, with higher numbers indicating greater compression resistance.
Mullen Burst Test measures the force required to rupture the board, indicating puncture resistance. Expressed in pounds per square inch (e.g., 200# test), it matters most for packages facing rough handling or containing heavy, shifting contents.
A critical consideration: humidity can reduce a 32 ECT board's strength by roughly 20% when moving from lab conditions to a 70% relative humidity warehouse. Always factor in the highest humidity levels your package will encounter.
The Box Design Process
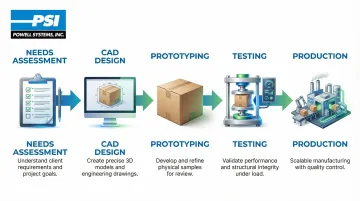
Professional packaging design follows a structured workflow:
- Needs Assessment: Define product weight, dimensions, how fragile it is, and distribution channel requirements
- CAD Design: Create 2D layouts and 3D models using specialized software like Esko ArtiosCAD
- Prototyping: Produce physical samples to validate fit, assembly, and handling characteristics
- Testing: Conduct compression, drop, and vibration tests per ASTM and ISTA protocols
- Production: Finalize specifications and transition to manufacturing
Packaging engineers optimize this process using tools like the McKee Formula to estimate compression strength and automated sample-making capabilities to rapidly iterate designs.
Their expertise ensures boxes deliver required performance while controlling material costs and maintaining compatibility with automated packing lines.
Common Box Styles and Configurations
Regular Slotted Container (RSC) and Variations
The Regular Slotted Container dominates corrugated packaging, accounting for over 51% of the global market. In an RSC, all flaps are the same length, with outer flaps meeting at the box center when closed.
This design delivers exceptional material efficiency with minimal manufacturing waste and works seamlessly with automated packing equipment.
The Half Slotted Container (HSC) eliminates the top flaps entirely, creating an open-top box ideal for display applications or products loaded from above. Retail environments favor this style when merchandise must stay visible and accessible.
RSC is optimal when:
- Products have regular, rectangular shapes
- Automated packing lines require consistent box assembly
- Material efficiency is a priority
- Standard palletization patterns are used
Overlap and Telescope Designs
Full Overlap (FOL) boxes feature outer flaps that overlap the full width of the container rather than meeting at the center. The overlapping flaps create a double-thickness bottom that distributes weight more effectively, making them ideal for heavy products requiring superior stacking strength.
Partial Overlap designs offer a middle ground. Flaps extend beyond center but don't fully overlap, providing moderate strength improvement over RSC while using less material than FOL.
While overlap designs modify flap length, telescope boxes take a different approach entirely—using separate top and bottom sections that fit over each other.
Common applications include:
- Fresh produce requiring ventilation and high stacking strength
- Heavy machinery parts needing reinforced construction
- Display packaging where the top lifts off completely
Specialized Box Styles
Beyond standard slotted containers, specialized styles address unique requirements:
Die-Cut Folders and Trays fold into custom configurations without tape or glue. Quick assembly and attractive presentation make them ideal for retail packaging.
Wraparound Blanks form by folding corrugated material tightly around rigid products—essentially an RSC turned on its side. This minimizes void space and protects books, frames, and flat products effectively.
Retail-Ready Packaging transitions directly from shipping container to shelf display, featuring:
- Perforated tear strips for easy opening
- Display windows showcasing products
- Graphics optimized for both protection and merchandising
Closure and Opening Features
The closure method significantly impacts box performance and user experience:
Tuck Flaps interlock without adhesives, ideal for retail packaging requiring repeated opening and closing.
Auto-Lock Bottoms use pre-glued flaps that automatically lock when erected. This enables rapid assembly on automated lines without tape.
Hand Holes improve manual handling ergonomics but compromise structural integrity. ASTM D6804 provides design guidelines, recommending curved designs positioned at least 2 inches below score lines to prevent tearing and maintain compression strength.
Ventilation Holes allow critical airflow for fresh produce but reduce compression strength. Testing validates performance before production.
International Standards and Codes
The FEFCO (European Federation of Corrugated Board Manufacturers) code system provides standardized naming for box styles, facilitating clear communication between designers and manufacturers globally.
Common FEFCO codes include:
- 0201: Regular Slotted Container (RSC)
- 0200: Half Slotted Container (HSC)
- 0203: Full Overlap Slotted Container (FOL)
- 0301: Full Telescope Design Style Container
These standardized codes eliminate confusion across languages and regions, ensuring that a "0201" means the same thing whether you're ordering boxes in Ohio or ordering from a supplier in Germany.

Material Selection and Structural Design Considerations
Fiberboard vs. Steel: Choosing the Right Material
The material choice determines your packaging's capabilities and cost structure.
Corrugated Fiberboard offers:
- Lightweight construction (reduces shipping costs)
- 96.5% recyclability rate in the US
- Cost-effectiveness for single-use applications
- Excellent printability for branding
- Typical weight capacity: 20-275 lbs depending on construction
Corrugated Steel Containers provide:
- Extreme load capacity (3,000-6,000+ lbs)
- Decades of reusability in closed-loop systems
- Resistance to moisture, chemicals, and temperature extremes
- Superior protection for high-value industrial parts
- Ideal for automotive components, forgings, castings, and heavy machinery
When steel becomes necessary: Applications involving loads exceeding 300 lbs require steel. So do harsh environments—foundries, outdoor storage, chemical exposure—and reusable packaging systems requiring hundreds of cycles.
Corrugated steel containers deliver performance that fiberboard cannot match.
Powell Systems manufactures heavy-duty corrugated steel containers specifically engineered for these demanding industrial applications. Their containers handle loads up to 6,000 lbs with construction ranging from 7 to 14 gauge steel.
Industries like automotive manufacturing, oil and gas operations, and steel processing rely on these containers for safe, efficient material handling in environments that would destroy paper-based alternatives.

Stacking Strength and Compression Resistance
Box compression strength determines how much weight a container can support when stacked in storage or transport. Key factors include:
- Board Grade: Higher ECT ratings provide greater compression resistance. A 44 ECT board will outperform a 32 ECT board in identical box designs.
- Box Dimensions: The McKee Formula shows that compression strength relates to the square root of the box perimeter. Larger perimeters generally provide more strength, but the relationship has limitations for non-standard geometries.
- Flute Direction: Corrugations must run vertically to provide optimal compression resistance. Horizontal fluting offers minimal stacking strength.
- Humidity: Moisture absorption weakens paper fibers, reducing compression resistance significantly. Always test boxes under conditions matching your actual distribution environment.
The ASTM D642 Box Compression Test provides the definitive measurement of a box's ability to withstand stacking loads. Physical testing is more reliable than formulas alone, especially for boxes with cutouts or non-standard features.
Design for Distribution Environment
Your packaging must match the distribution channel's specific demands:
Unit Load Shipments (Palletized): Boxes travel on pallets, stacked uniformly, with minimal individual handling. Key considerations:
- Maximum compression strength for multi-level stacking
- Pallet pattern optimization for cube utilization
- Consistent dimensions for stable pallet loads
Parcel/LTL Shipping: Individual boxes face repeated handling, sorting equipment impacts, and mixed stacking with other shipments. Focus shifts to:
- Burst strength to resist punctures
- Secure closures to prevent opening during handling
- Corner and edge protection
Research shows different damage rates across distribution methods, with parcel shipments experiencing more impact events but unit loads facing higher sustained compression forces.
Calculating Box Dimensions and Material Requirements
Box dimensions follow the industry standard format: Length × Width × Height (L × W × H), measured from the inside. Inside dimensions ensure your product fits correctly.
Basic calculation approach:
- Measure product dimensions precisely
- Add clearance for cushioning materials (typically 1-2 inches per side)
- Account for board thickness when calculating outside dimensions
- Verify dimensions work with standard pallet patterns
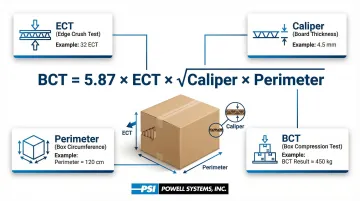
The McKee Formula estimates Box Compression Strength:
BCT = 5.87 × ECT × √(Caliper × Perimeter)
Where:
- ECT = Edge Crush Test value
- Caliper = Board thickness
- Perimeter = 2(Length + Width)
Important limitation: The McKee Formula shows high error rates for boxes with sidewall cutouts like hand holes. Always conduct physical compression testing for non-standard designs.
Sustainability and Material Efficiency
Corrugated fiberboard leads packaging sustainability metrics. In 2018, approximately 32.1 million tons of corrugated boxes were recycled in the US, representing a 96.5% recovery rate. Your shipping box likely contains recycled content and will be recycled again after use.
Material efficiency strategies include:
Right-Sizing: Eliminate excess void space to reduce material usage and shipping costs. Every inch of unnecessary box dimension adds cost and environmental impact.
Material Optimization: Select the minimum board grade that meets performance requirements. Over-engineering wastes resources without delivering value.
Reusable Container Systems: For high-volume operations, corrugated steel containers offer sustainability through decades of reuse. Powell Systems' steel containers eliminate the waste stream entirely by circulating continuously between suppliers and manufacturers in closed-loop systems. A single steel container replacing hundreds of disposable fiberboard boxes delivers substantial environmental benefits over its service life.
Design Factors for Performance and Application
Protection Requirements by Industry
Different industries face unique packaging challenges:
Food Products: Require ventilation for fresh produce, moisture resistance for refrigerated items, and FDA compliance under 21 CFR 176.170 for aqueous and fatty foods. Wax-polymer coatings provide water resistance for bulk packaging of iced meats and fresh vegetables.
E-Commerce and Parcel Shipping: Demand robust burst strength to survive sorting equipment, secure closures to prevent opening during multiple handling events, and adequate cushioning to protect against drops from conveyor heights.
The rise of direct-to-consumer shipping has driven innovation in lightweight, high-strength micro-flutes.
Heavy Industrial Applications: Oil and gas, automotive manufacturing, and steel processing require extreme durability. Standard fiberboard fails immediately when handling hot castings, heavy forgings, or parts contaminated with cutting fluids.
Powell Systems serves these industries with corrugated steel containers engineered for loads up to 6,000 lbs, with construction designed to withstand foundry temperatures and chemical exposure common in industrial environments.
Environmental Considerations
Moisture Resistance: Standard corrugated fiberboard degrades rapidly when wet. For high-humidity environments, specify moisture-resistant treatments or coatings. For hazardous material fiberboard boxes (UN 4G), water resistance is tested via the Cobb method, with mass increase not exceeding 155 g/m² over 30 minutes.
Temperature Extremes: Cold chain logistics, outdoor storage, and hot manufacturing environments present challenges. Fiberboard performs poorly below freezing (becomes brittle) and in extreme heat (adhesives can fail). Steel containers maintain integrity across temperature ranges that would compromise fiberboard alternatives.
Petroleum products, solvents, and industrial chemicals present additional challenges. These substances can dissolve or weaken fiberboard, while steel containers with appropriate coatings resist chemical exposure—making them essential for oil and gas applications and automotive parts contaminated with fluids.
Handling and Ergonomic Features
Hand Hole Design: While hand holes improve manual handling, they inherently weaken boxes by removing material. ASTM D6804 guidelines recommend curved designs positioned at least 2 inches below horizontal score lines to minimize tearing and maintain structural integrity.
Consider reinforcement with tape or double-wall construction when hand holes are necessary.
Weight Limits: The NIOSH Revised Lifting Equation defines 51 pounds (23 kg) as the maximum weight for two-handed lifting under ideal conditions. Packages exceeding this threshold should include features that enable mechanical handling or require two-person manual handling.
Mechanical Handling Features: For heavy loads, design for forklift or pallet jack access.
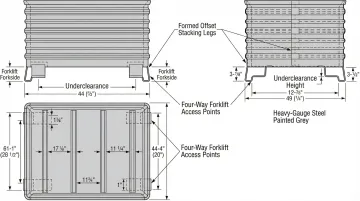
Powell Systems' steel containers feature four-way forklift entry with formed offset stacking legs, enabling efficient mechanical handling while maintaining secure stackability. Underclearance options from 4 to 12 inches ensure compatibility with various material handling equipment.
Closure Methods, Testing, and Quality Standards
Box Closure Options
Your closure method must match your box style, contents, and distribution channel. Common options include:
Pressure-Sensitive Tape: Most common for general shipping. Quick to apply, works with most box styles, and provides tamper evidence through visible damage. Reinforced tape containing glass or synthetic fibers offers higher strength for heavy applications.
Water-Activated Tape: Bonds chemically with the box surface, creating stronger seals than pressure-sensitive options. Preferred for high-value shipments requiring enhanced security.
Hot-Melt Adhesive: Ideal for high-speed automated packing lines. Provides immediate bonding without drying time, though it requires specialized application equipment.
Staples: Wide crown staples deliver excellent strength for heavy-duty boxes. However, staples must not protrude into the interior for hazardous material packaging to prevent puncturing inner containment.
Strapping: Polypropylene or steel strapping reinforces closures for extremely heavy loads or adds security for high-value shipments. Manufacturing operations often use strapping when products require extra protection during material handling.
Package Testing Standards
Once you've selected your closure method, rigorous testing verifies your design performs under real distribution conditions:
ASTM D642 Box Compression Testing: Determines the compressive resistance of shipping containers by subjecting them to increasing force until deformation or collapse occurs. This test is essential for verifying stacking capability.
ISTA Testing Protocols: The International Safe Transit Association defines comprehensive test series simulating distribution hazards:
- 1-Series: Non-simulation integrity testing (basic shock and vibration)
- 2-Series: Partial simulation combining basic elements with atmospheric conditioning
- 3-Series: General simulation of actual transport conditions (3A for Parcel, 3B for LTL)
- 6-Series: Member performance protocols (including 6-Amazon.com-SIOC for Amazon distribution)
Environmental Conditioning: Moisture content dramatically affects corrugated board strength, so accurate testing requires conditioning samples to standard conditions (23°C ± 1°C, 50% ± 2% RH per ASTM D4332) before evaluation.
Regulatory and Hazardous Materials Compliance
Shipping dangerous goods requires strict adherence to regulations:
UN Packaging Codes: UN 4G identifies fiberboard boxes for hazardous materials, with specific requirements for construction, water resistance, and closure methods. Boxes must use strong, solid, or double-faced corrugated fiberboard with fluting firmly glued to facings.
DOT Regulations: 49 CFR governs hazardous materials transportation in the US, specifying packaging performance standards, marking requirements, and certification protocols.
Certification Requirements: Hazmat packaging requires third-party testing and certification to verify compliance with UN performance standards before use in commerce.
Frequently Asked Questions
What is the difference between a cardboard box and a corrugated box?
Cardboard refers to thin paperboard used for cereal boxes or playing cards. Corrugated boxes feature a fluted medium layer sandwiched between linerboards, creating the strength-to-weight ratio required for shipping containers. The corrugated structure provides superior stacking strength and cushioning that flat cardboard cannot deliver.
What is the formula for calculating a corrugated box?
Box dimensions follow Length × Width × Height measured from the inside to ensure product fit, with outside dimensions adding the board thickness. For compression strength, the McKee Formula provides initial estimates, but physical Box Compression Testing per ASTM D642 is required for final validation.
What is the strongest corrugated box design?
Triple-wall construction with high ECT ratings (67-112 ECT) provides maximum fiberboard strength, supporting loads up to 300 lbs. For extreme-duty industrial applications, corrugated steel containers deliver load capacities from 3,000 to 6,000+ lbs.
How do I choose the right box size for my product?
Measure product dimensions precisely, add 1-2 inches per side for cushioning, and verify dimensions work with standard pallet patterns (48" × 40" in North America). E-commerce benefits from right-sized boxes, while warehouse operations prioritize pallet optimization.
What are the most common box closure methods?
Pressure-sensitive tape dominates general shipping, while water-activated tape provides superior strength for high-value goods. Hot-melt adhesive excels in automated lines, and staples serve heavy-duty applications. Your choice depends on automation level, security needs, and package weight.
Can corrugated boxes be reused?
Fiberboard boxes are typically single-use but achieve 96.5% recyclability rates. For repeated use, corrugated steel containers are engineered for decades of service in closed-loop systems, eliminating disposable packaging waste entirely.


